水壓檢測介紹
本公司檢驗站為中華民國工業氣體協會授權委託之高壓氣體無縫容器檢驗站。
本廠依協會所訂定檢查程序及判定基準進行氣瓶之定期再檢驗。
依照流程送檢測鋼瓶其檢驗流程須以標準作業流程進行登錄及測試。
定期的鋼瓶測試,是鋼瓶能安全的持續使用所不可或缺的措施。
檢驗合格的鋼瓶會在瓶頸部位套上水壓環並敲上檢驗鋼印以茲證明該鋼瓶己檢驗合格。
國內法規要求鋼瓶每三年自行檢查一次。
對於鋼瓶品質以及檢驗標準
國內有CNS的標準,如
CNS-12242 無縫鋼製高壓氣體容器
CNS-10848 高壓鋼瓶閥的製造標準
CNS-10849 高壓鋼瓶閥螺紋的製造標準
而國外的標準因地區而異,如
美國運輸部的:
DOT CRT-49
Section 180.201等等
CNS-12242 無縫鋼製高壓氣體容器
CNS-10848 高壓鋼瓶閥的製造標準
CNS-10849 高壓鋼瓶閥螺紋的製造標準
而國外的標準因地區而異,如
美國運輸部的:
DOT CRT-49
Section 180.201等等
氣體協會委託檢驗證書
檢測流程
流程圖順序:左邊[檢驗受理]依照箭頭至右邊[完成]
有圖示的檢查點若檢查不合格採用破壞處理
有圖示的接可以點擊查看檢查標準與詳細內容
有圖示的檢查點若檢查不合格採用破壞處理
有圖示的接可以點擊查看檢查標準與詳細內容
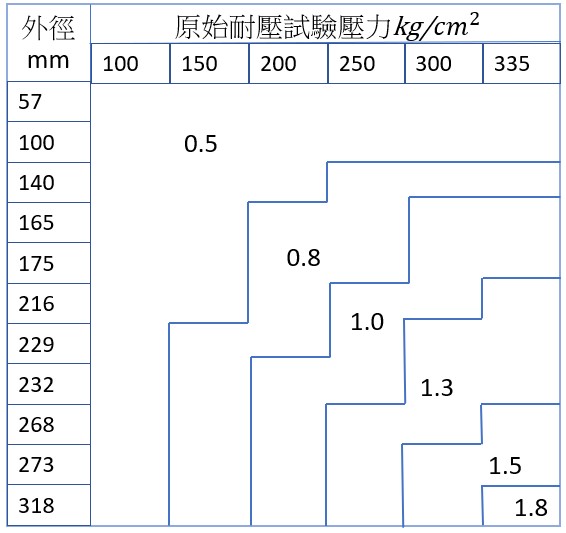
安全檢驗合格表
檢驗合格識別環位置圖


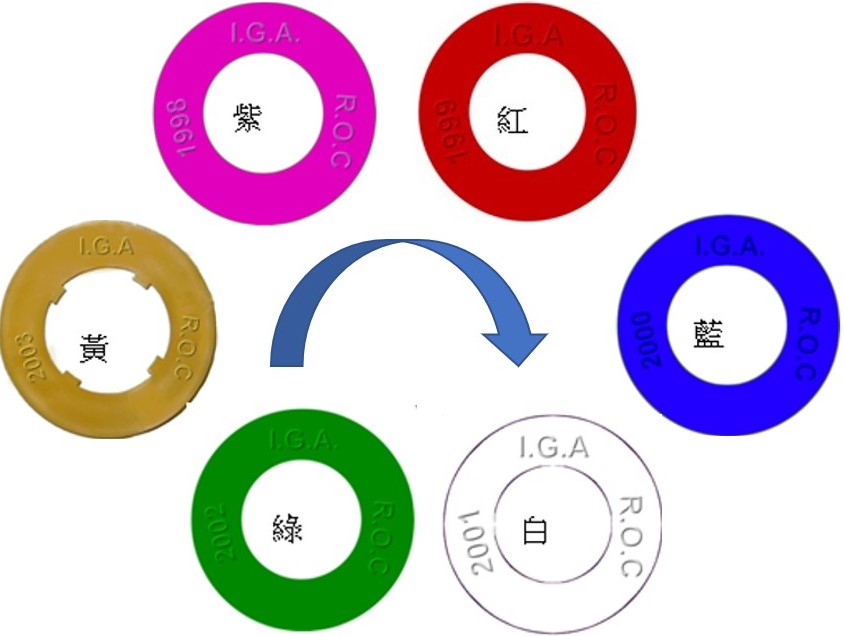
識別環材質、尺寸與有效期限﹙西元﹚

一般識別環

低壓識別環
水壓識別環六色循環使用
資料來源:中華民國工業氣體協會